
Here are the top four reasons why choosing low cost screws for CFS production can cost your business in other ways.
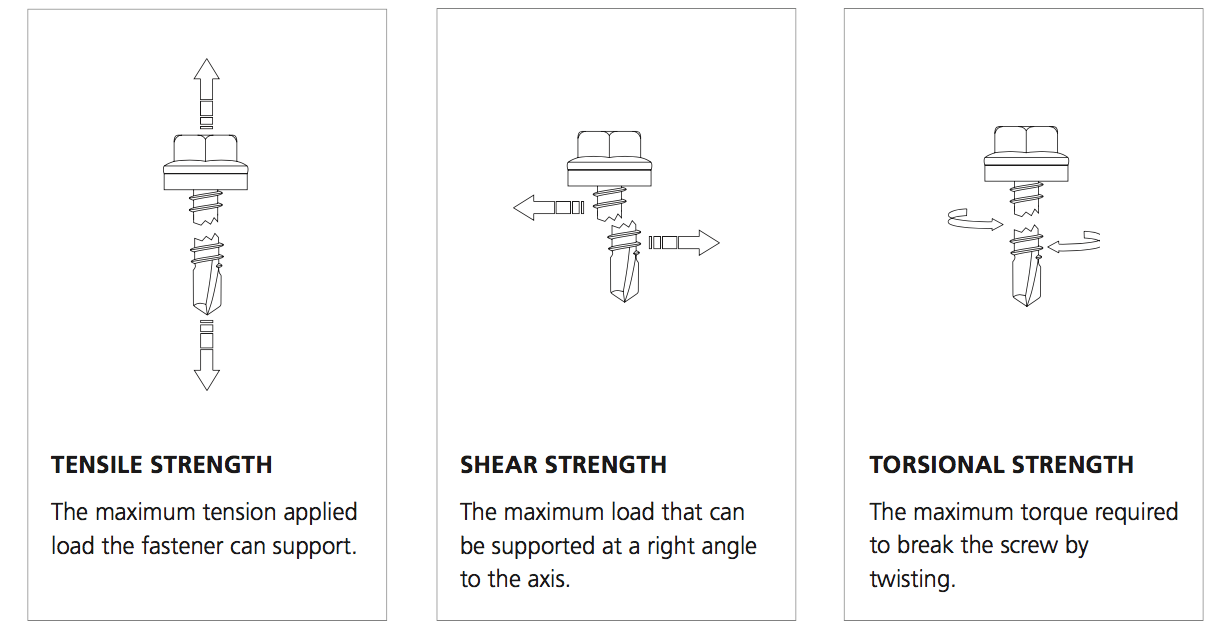
1. Ultimate Strength
Fastener failures are costly, premium fasteners are not.
Wire stock – Consistent quality is key.
Wire stock quality is a key ingredient in the performance of fasteners, fastener manufacturers should perform regular checks on wire they receive and ideally every coil should be tested, all FRAMECAD fasteners are from individually tested coils with full traceability to the originating coil.
Heat Treatment - It’s a relationship.
Screws should be stronger than the steel they’re connecting otherwise drilling speed falls, and breakages are more frequent. This results in the screws being the last part of the structure to fail under destructive loads. Heat treatment techniques are crucial to achieve the targeted surface and core hardness for any given screw, but so too is the screw material itself. Most construction fasteners are manufactured from a coil grade C1022, this is the lowest cost carbon steel wire available.
FRAMECAD screws are mainly all manufactured from a coil grade C10B21, these coils contains Boron. The carbon content in both grades are similar however the added Boron in C10B21 improves hardenability of the fastener during the heat treatment process. Boron does not make the steel any harder but makes it easier to attain a good depth of hardening.
The importance of drill speed can impact the speed of assembly production. If the steel being connected is too hard and is similar to the hardness of the screw point as is the case in most low cost fasteners, then the screw will struggle to penetrate the steel and is effectively repelled by the steel. No matter how fast or slow the drill speed, it will destroy the fasteners ability to drill through the steel.
The heat treatment process is an exacting skill and a costly process ensuring it is done correctly. All FRAMECAD Fasteners are heated treated to comply with. You get what you pay for!
Drill speed – If they’re slow they’re wasting time
The next most important thing for fast drilling is speed and pressure. Always use impact drivers that can hammer at around 2,100 rpm per minute when under load. FRAMECAD recommend and distribute the Hitachi Range of quality impact drivers, they have excellent performance and really make self-drilling screws easy to place.
2. Efficiency
Wasted time costs the business. Stick-fit – You only have two hands
The benefit of stick fit ensures a fast-efficient loading and reloading of the fastener onto the driver bit, there is nothing more frustrating than the fastener dropping of the driver bit at the crucial moment. The FRAMECAD range of quality fasteners for CFS assembly and construction are designed to stay on the driver bit without the use of magnetic tip to make loading and placing the screw a much easier single-handed task.
Hex head screws are used for panel to panel connection are also to use if they have the correct head height as it is in the FRAMECAD range of HWH fasteners.

3. Connection Strength
Thread Technology makes the difference : threads – Grip and Engagement
The challenge for screws in thin steel is tough considering they can’t rely on a nut to clamp the steel together. They somehow have to ‘engage’ their thread into the steel sheet and hold on tight. With a challenge like this, it’s risky to cut costs on screws.
So here are some helpful tips on the different thread technologies. Shorter screws are quicker to place, and should be at a lower cost, but always ensure you end up with at least three threads clearly showing through the connection after placing the screw. In most cases an LGS connection under destructive stresses appears to cause screws to tilt. Sufficient threads behind the rear section allows the connection to remain intact yet the steel at the connection point has yielded and become deformed.
Dual Thread is a unique frame and truss wall assembly fastener uses a dual thread pitch (TPI). This thread configuration results in a tight connection between the two connecting faces with the initial course thread doing the cutting and the final fine thread doing the tightening, this makes then suitable for assembled components that are being transported. Available in 2 different point types the Sharp Point aligns the pre-punched holes during frame assembly creating accurate frames while the drill point allows you to drill through the connecting point without the pre-punched hole. The wafer head sits flush with dimple providing a smooth surface for cladding and lining and the undercut head with serrations absorbs the material extruded by the screw and increases the contact area to increase resistance to stripping.
Take a close look at most self-tapping screws, you’ll notice there’s one thread peak (pitch) which winds all the way top to bottom. This means there is one point that will press material up under the screw’s head after placement. If you select a ‘twin-helix’ screw like FRAMECAD’s M6 FASTITE® 2000® framers, there are two instead of one, spreading the load, and making the screw more stable under load.
Especially suitable for Transportable Modular buildings, or pre-fabricated steel framing that will be transported long distances. Tri-lobe thread are perfect. They are not round, but instead shaped like a rounded off triangle. After placing these screws the steel around the screw immediately ‘relaxes’ into the three ‘flatter’ sides of the screws thread. In addition to serrations under the screw’s head, this increases resistance to backing out of the material when the structure is vibrated during transport to site.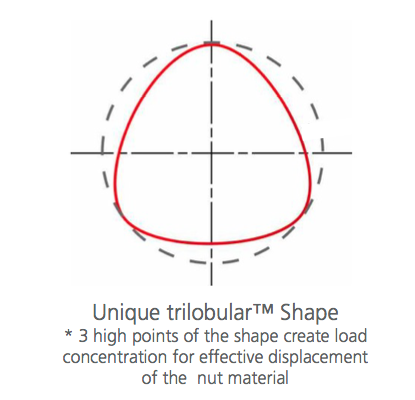
Performance Testing – Separating out the gimmicks
With so many different features, head types, driver types, thread types and corrosion resistance how do I know what I should use for my production? For a CFS producer, the goal isn’t just strong screws, but a strong structure. Basically, there are two ways to discover the best performing mix of features.
1) The costly route: Extensive testing of the whole connection on your account, or
2) The smart option: lean on what industry leaders like FRAMECAD have learned over the last 30 years, and have engineered into their fasteners. FRAMECAD has the unique advantage of having an OEM branded range of fasteners which have been developed as part of the CFS ‘system’ rather than leaving it to other suppliers and just hoping for the best. Connections have been developed as a whole, and extensive testing has been completed. Don’t ‘reinvent the wheel’ go with a tried and tested range of screws along with recommended structure design. For example, FRAMECAD’s Joist Design Capacity Testing contributed to the development of FRAMECAD’s framing screw range.

4. Corrosion Resistance
Ensure Your Fastener will last the distance
Why would you use a fastener that doesn’t match the corrosion resistance of the steel you are constructing with? The FRAMECAD range of fasteners use the FRAMECAD® E-coat, the latest generation in coating / corrosion resistance technology and this offers many advantages to traditional coatings , especially beneficial for CFS frame and truss assembly. A ‘low build’ and smooth ceramic coating ensures the drive recess and threads are not clogged allowing screws to be driven more easily. The coating is scratch and chip resistant increasing service life as the protective coating is much less likely to be damaged during installation. Most fastener manufactures offer a 48hr zinc coating which has about a 20th of the corrosion resistance of the steel they are connecting, why face the costs of breaking into walls to find rust fasteners and perfect galvanised steel.
The FRAMECAD® certified range of fasteners have been specifically designed, engineered and tested to work with FRAMECAD Cold Formed Steel Framing. The FRAMECAD range covers the complete requirements of any construction project.
Talk to a FRAMECAD expert to chose the best fasteners for your Cold Formed Steel Construction projects.







